-
METAGLAS® Información técnica
METAGLAS® es un nombre comercial registrado para una serie de productos para ventanas de vista de resistencia e integridad inigualables. Se fabrican fundiendo vidrio circular dentro de un marco de metal. Esto da como resultado la fusión de vidrio y metal. Al enfriarse, el vidrio se solidifica y la diferencia en el coeficiente lineal de expansión térmica entre el vidrio y el metal produce fuerzas que crean una tensión de compresión uniforme en todo el vidrio. Debido a que el vidrio evita que el anillo de metal se contraiga a su tamaño teórico, permanece en tensión. Este alto grado de tensión de compresión inducida mecánicamente hace que METAGLAS sea el vidrio más fuerte y seguro para ventanas de vista o aplicaciones de indicadores visuales de flujo.
Los productos incluyen discos, bridas, roscas, abrazadera sanitaria y mirillas asépticas según estándares existentes o según especificaciones del cliente.
Construcción: Vidrio fundido dentro de un anillo de metal Aplicación: Sujeción entre bridas, p.e. como reemplazo de los discos de vidrio convencionales en mirillas e indicadores visuales de flujo.
3.1 Tamaños de la gama de productos de discos estándar (diámetro exterior y espesor) y tolerancias para encajar entre:
materiales: Vidrio – Borosilicato según. DIN 7080 Metal: acero al carbono, acero inoxidable dúplex, Hastelloy, Monel
Dimensiones:Ver dibujos. Presión de funcionamiento nominal ANSI: 150 – 600 PSIG
Rango de temperatura:Ver sección 5.
< 5″ : ± 0.02″
5″ – 8″ : ± 0.0315″
> 8″ : ± 0.0394″
Espesor: ± 0.0315″
3.2 Productos de disco adicionales
Construcción: Vidrio dentro de un casquillo roscado de ánima lisa, al ras en la parte inferior
Aplicación: Roscado en una salida hembra o placa de cubierta
Rango de tamaño: 3/8″ a 2 1/2″ NPT et.al. M18x1.5 a M78x2
Presión máxima de funcionamiento: Función de diseño y tamaño.
NOTA: Los productos roscados, aunque parcialmente definidos según los dibujos, no son artículos de producción estándar. Consultar a fábrica.
Rieles: Los productos incluyen discos, bridas, roscas, abrazadera sanitaria y mirillas asépticas según estándares existentes o según especificaciones del cliente.
Acero carbono: St 52.3 1.0570, ASTM A381-Y52 BS 1775-EXW 23
Acero inoxidable: Dúplex 1.4462 X2CrNiMoN 22.5 ASTM A182 F51 UNS 31803
Hastelloy C4™: 2.4610 Monel™
Otros materiales: Desventajas
fábrica definitiva
Rango de temperatura:
| Composición de metales | |||||||||||
| C | SI | Mn | P | S | CR | Mo | Ni | N | Fe | Co | |
| % | % | % | % | % | % | % | % | % | % | % | |
| CS | <0.20 | <0.55 | <1.60 | <0.040 | <0.040 | ||||||
| Duplex | <0.03 | <1.00 | <2.00 | <0.030 | <0.020 | 21.0 - 23.0 | 2.50 - 3.50 | 4.50 - 6.50 | 008 - 0.20 | ||
| hast.c4 | <0.01 | <0.08 | <1.0 | <0.025 | <0.010 | 14.0 - 18.0 | 14.0 - 17.0 | <3.0 | <2.0 | ||
Dúplex de acero inoxidable
Los aceros inoxidables dúplex pueden considerarse como aceros inoxidables ferríticos de cromo-molibdeno a los que se les han añadido suficientes estabilizadores de austenita para producir aceros en los que está presente un equilibrio de ferrita y austenita a temperatura ambiente. Estos grados pueden tener aceros inoxidables ferríticos con alto contenido de cromo y molibdeno. De hecho, los grados dúplex con cantidades aproximadamente iguales de ferrita y austenita tienen una tenacidad excelente y su resistencia excede cualquiera de las fases presentes por separado.
La adición de nitrógeno a los grados dúplex más nuevos restablece el equilibrio de fases más rápidamente y minimiza la segregación de cromo y molibdeno sin recocido. Los nuevos grados dúplex combinan alta resistencia, buena tenacidad, alta resistencia a la corrosión, buena resistencia al cloruro SCC y buena economía de producción en las formas de productos más pesados.
En comparación con el tipo 316, las aleaciones dúplex recocidas proporcionan una resistencia mejorada al agrietamiento por corrosión bajo tensión por cloruro. Otra característica útil de los grados dúplex es que normalmente tienen límites elásticos más del doble que los aceros austeníticos convencionales.
En secciones más gruesas, las aleaciones dúplex tienen más resistencia al impacto que las aleaciones ferríticas.
Los aceros inoxidables dúplex se alean con entre un 0.15 y un 0.20 % de nitrógeno. Esto minimiza la segregación de elementos de aleación entre ferrita y austenita, mejorando así la resistencia a la corrosión soldada en comparación con la aleación tipo 329. La adición de nitrógeno también aumenta la precipitación de austenita durante la fundición y la soldadura y evita un alto contenido de ferrita en soldaduras que se enfrían rápidamente.
Cristal
Borosilicato 572°F Máximo gradiente de temperatura a través del vidrio El vidrio siempre debe ser circular y debe quedar dentro (y por lo tanto no debe sobresalir) del marco metálico.
Resistencia química:
Ventajas del borosilicato sobre el vidrio sodocálcico:
Resistencia contra el ataque químico
Para proteger contra ataques químicos (hidróxido de sodio, soluciones alcalinas concentradas calientes, ácido fosfórico, flúor), las ventanas METAGLAS se pueden suministrar con una película protectora de mica o teflón.
Repulido
A diferencia de los discos de vidrio convencionales, que deben desecharse, las ventanas METAGLAS que han sufrido daños químicos o mecánicos (opacidad, erosión, rayones) a menudo se pueden volver a pulir. Consultar a fábrica.
Grietas por tensión; Burbujas de aire
Los discos METAGLAS pueden presentar grietas finas o contener burbujas. Ambos son inherentes al proceso de fabricación pero debido a los pretensados mecánicos ninguno afecta la utilidad ni la seguridad del vidrio.
Esto contrasta con los discos de vidrio convencionales, que deben desecharse al primer signo de grieta.
METAGLAS® Los productos han sido probados y aprobados por departamentos de pruebas de seguridad de varias de las principales empresas químicas y de otro tipo en una variedad de condiciones, la mayoría de las cuales superan las que normalmente se encuentran en la práctica.
Algunos resultados:
Ciclos de presión y temperatura
Prueba de impacto
Un impacto de 36 Nm (capacidad máxima del aparato de prueba) sobre un disco METAGLAS de 15 mm de espesor utilizando un martillo de 3 kg provocó picaduras locales en el vidrio que no afectaron su funcionamiento ni su estanqueidad. Por el contrario, un impacto de 15 Nm sobre un disco de vidrio convencional provocó una rotura total.
Doblar
Se montó un disco METAGLAS de 20 mm de espesor entre las bridas utilizando juntas IT-2 de 300 mm de espesor más un fragmento corto de junta de 2 mm de espesor para crear irregularidades. Al apretar las bridas con tornillos y tuercas con un par de 130 Nm se produjeron grietas en el vidrio, pero el vidrio permaneció estanco. La misma prueba repetida con discos de vidrio sueltos dio como resultado una rotura completa entre 40 y 55 Nm.
Erosión
Después de ser erosionado agresivamente desde un espesor de 15 mm a 6 mm, un disco de vidrio de seguridad METAGLAS resistió una presión de estallido de 1,230 psig antes de que fallara la junta.
METAGLAS® discos Se aplica la práctica de instalación para discos de vidrio convencionales entre bridas, excepto:
Alterar la forma de una mirilla de METAGLAS, como perforar agujeros, girarla, etc., puede provocar una acumulación excesiva de calor o una alteración del equilibrio metal/vidrio y, por lo tanto, no se recomienda. Si no se puede evitar, consulte con la fábrica antes de continuar.
La práctica preferida es especificar completamente un diseño de METAGLAS, incluidos todos y cada uno de los agujeros, en la consulta y posteriormente en el pedido. Esto se debe a que las propiedades físicas de estos productos son función de las tensiones creadas entre el vidrio y el metal circundante debido a las diferencias en sus coeficientes térmicos de expansión. Estas tensiones son compuestas y, entre otras, incluyen tensiones de compresión radial y de tracción circular en el metal.
Por lo tanto, la resistencia absoluta de un producto METAGLAS es función no sólo del diámetro y espesor del vidrio sino también de las dimensiones y la forma del metal circundante. Cambiar la forma o las dimensiones del metal puede alterar los patrones de tensión. Esto puede destruir características cruciales del producto, como la presión nominal, y debe evitarse. incluido
Por ejemplo, se pueden realizar agujeros en el producto terminado, alterar el tamaño o la naturaleza de los agujeros existentes (por ejemplo, convertir los de ánima lisa en roscados o viceversa), mecanizar o eliminar parte del metal, etc.
Las mirillas METAGLAS pueden estar equipadas con accesorios como luces de visión, limpiaparabrisas, etc. Sin embargo, cualquier accesorio previsto debe especificarse con el pedido de METAGLAS para permitir la perforación previa del anillo METAGLAS (ver sección; RETRABAJO).
A pedido y pagando una tarifa, las mirillas METAGLAS se pueden probar a presión en fábrica a temperatura ambiente, en presencia de un inspector de fábrica o de un inspector de una agencia de inspección externa autorizada. A menos que se especifique lo contrario, las pruebas de presión se realizarán a 4/3 x la presión de funcionamiento nominal y la agencia de inspección externa será TÜV.
Los discos y bridas planas estándar, S/S 1.4462, normalmente se suministran con el certificado de análisis de materiales A según DIN 50049. Todos los demás pueden suministrarse con el certificado de materiales DIN 50049.2.2., 3.1A o 3.1B previa solicitud con una tarifa adicional.
Los discos y bridas planas estándar, S/S 1.4462, normalmente se suministran con el certificado de análisis de materiales A según DIN 50049. Todos los demás pueden suministrarse con el certificado de materiales DIN 50049.2.2., 3.1A o 3.1B previa solicitud con una tarifa adicional.
METAGLAS Normas y Homologaciones
Fabricado de acuerdo con las siguientes normas:
Fabricado con la aprobación de las siguientes organizaciones:
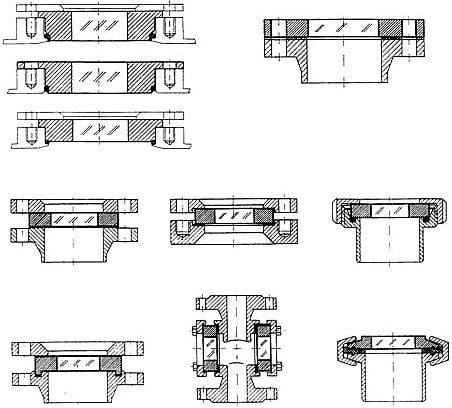
Ejemplos de configuraciones de instalación estándar de METAGLAS
Comparación de la degradación del vidrio de borosilicato frente al vidrio de cal sodada en agua

Al investigar la desintegración químicamente inducida de la cal sodada y el vidrio de borosilicato, se descubrió que el borosilicato era mucho más resistente.
Esto ocurrió no sólo en condiciones ligeramente ácidas (pH 6), sino también cuando el pH se elevó a un valor de 10 (alcalino). Como se muestra en el gráfico, la degradación del vidrio de cal sodada es 10 veces mayor que la del vidrio de borosilicato. Esta considerable divergencia en las propiedades de resistencia comienza a 134°C, la temperatura inicial del estudio.
Traducido de “VGB KRAFTWORKSTECHNIK”, Dr. A. Peters, febrero de 1979
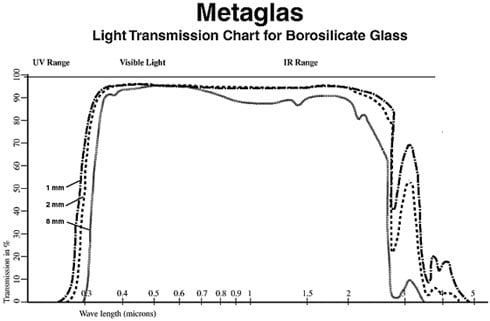
Tabla de transmisión de luz METAGLAS (vidrio de borosilicato)
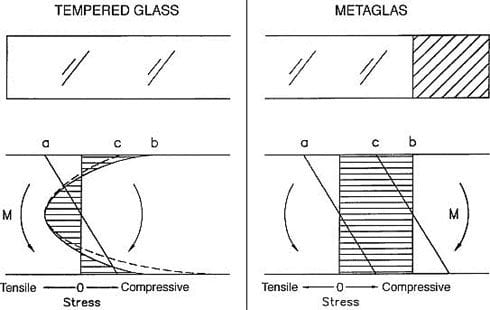
Comparación de tensiones de momento flector METAGLAS versus vidrio convencional
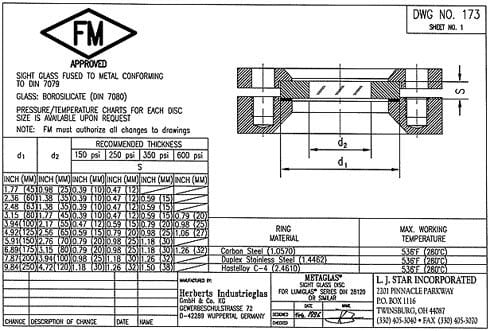
Mirilla METAGLAS para soldar DIN 28120 (Dibujo 173)
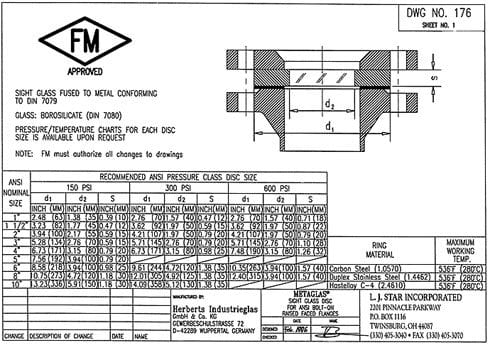
Mirilla METAGLAS para cara elevada ANSI atornillable (dibujo 176)
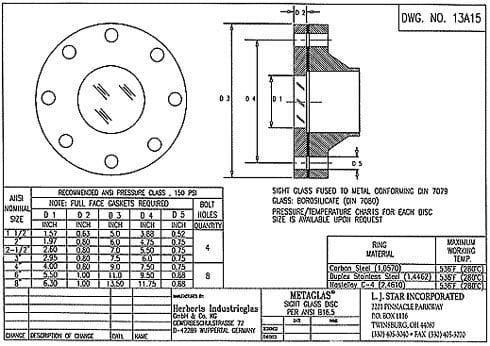
Mirilla METAGLAS para atornillable ANSI plano (dibujo 13A-15)
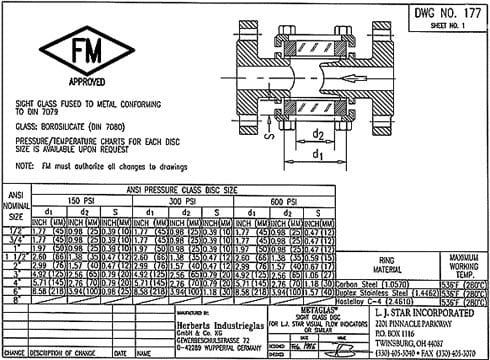
Mirilla METAGLAS para indicadores visuales de flujo (Dibujo 177)
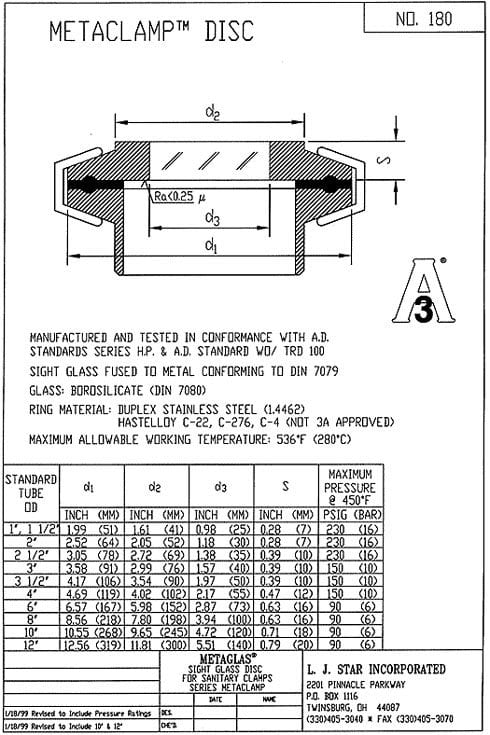
Mirilla METAGLAS para conexión de abrazadera sanitaria (Dibujo 180)
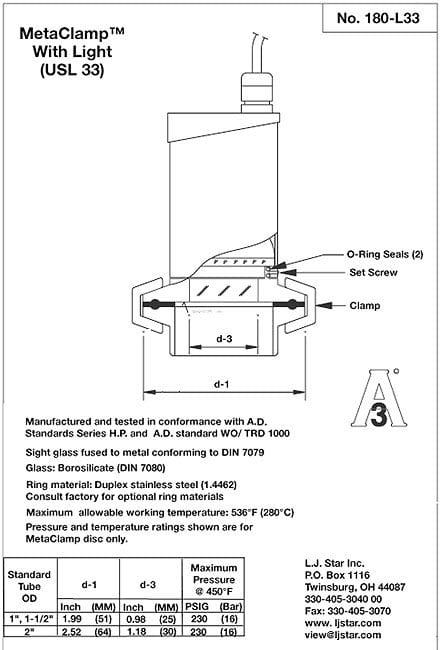
Mirilla METAGLAS para Lumiglas Light USL 33 (Dibujo 180-L33)
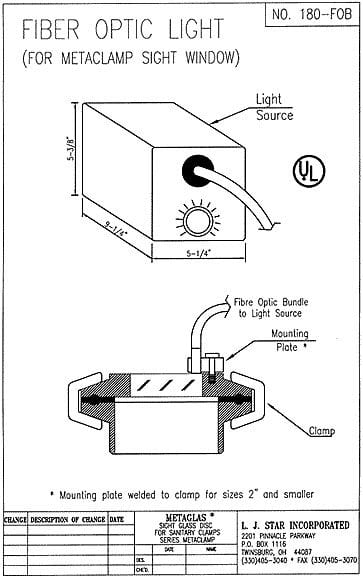
Mirilla METAGLAS para luz de fibra óptica (dibujo 180-FOB)
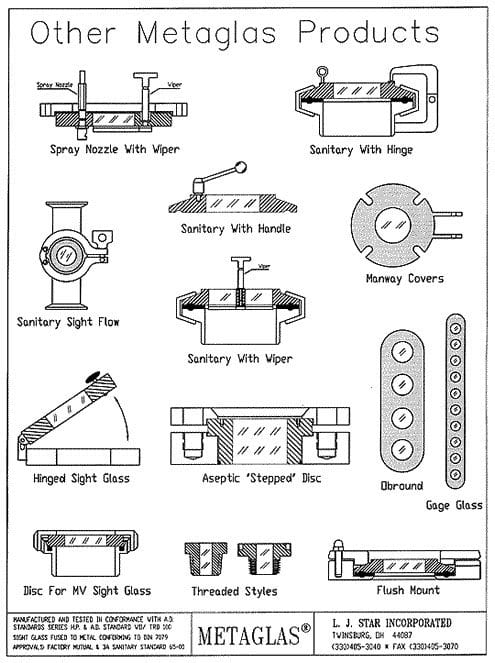
Una selección de otros productos y configuraciones de METAGLAS
Test de presión
Cada muestra será sometida a una prueba de presión utilizando fluido hidráulico como medio de presión. Primero se calentará la muestra a su temperatura nominal. Cuando se alcance la temperatura, se aplicará una presión del 400% de la presión nominal y se mantendrá durante cinco minutos. Durante el período de cinco minutos se retirará la fuente de calor. La lente de vidrio no se romperá durante la prueba y se debe mantener la presión nominal.
Prueba de impacto
Después de la prueba de presión, cada muestra se calentará a la temperatura nominal. Se retirará la fuente de calor, la muestra se presurizará al 100% de la presión nominal y luego se dejará caer una bola de acero de 0.5 kilogramos (1.1 libras) sobre la lente de vidrio desde una altura de 5 pies (152 cm). Al final de esta prueba, se permiten grietas en la lente de vidrio, pero no deberá haber pérdida de presión cuando la muestra se presurice hidrostáticamente al 100% de la presión nominal.
Prueba de choque térmico
Después de la prueba de impacto, cada muestra se calentará a la temperatura nominal. Se dirigirá un chorro de agua a temperatura ambiente a una presión mínima de 40 psig sobre la lente de vidrio durante 1 minuto. Durante este tiempo se retirará la fuente de calor. Se permiten grietas en la lente, pero no deberá haber pérdida de presión cuando la muestra se presurice hidrostáticamente al 100% de la presión nominal al final de la prueba.
Julio 1990
Historia de METAGLAS
Vidrio de borosilicato fundido con acero inoxidable
“La mirilla más segura del mundo”
Gracias a su experiencia en los campos del vidrio y la pintura, las empresas de Herbert trabajaron juntas para desarrollar perlas de vidrio en pintura. Esta nueva pintura se utilizó para franjas reflectantes y señales de tráfico. Durante la década de 1970, Herbert's decidió ampliar la división de productos de vidrio para incluir mirillas para recipientes a presión.
Al principio ofrecieron ventanas de vidrio liso convencionales a las distintas empresas químicas de Europa. Debido a los riesgos que implica el uso de mirillas convencionales, Hoechst-Celanese se puso en contacto con Herbert's y les pidió que desarrollaran una mirilla más segura. Al principio, Herbert's propuso los estilos comúnmente conocidos de mirillas de seguridad, como ventanas de doble vidrio, ventanas con protectores de plexiglás y vidrio con alambre laminado o dos piezas de vidrio laminadas entre sí.
La Industrieglas de Herbert estuvo en el negocio de la fabricación de vidrio durante años; sus principales productos incluían tubos de ensayo, vasos de precipitados y otros productos de vidrio soplado. La familia también estuvo en el negocio de fabricación de pinturas durante muchos años y, en la década de 1970, vendió la división de pinturas a Hoechst-Celanese, quien en 2000 se la vendió a Dupont.
Más tarde se determinó que, aunque estos diseños ofrecían un grado de seguridad ligeramente mayor, el vidrio aún era susceptible de fallar. Fue en ese momento cuando Herbert's, en cooperación con Hoechst-Celanese, comenzó a experimentar fusionando vidrio con metal. Aunque esta tecnología se conocía desde hacía algún tiempo, se realizaba principalmente con materiales que no eran aptos para la industria de procesamiento químico, como el vidrio sodocálcico. Debido a los enormes costes que implicaba el desarrollo de esta nueva mirilla de seguridad, Herbert's se vio obligado a pedir ayuda a Hoechst-Celanese.
A medida que pasó el tiempo y los costos siguieron aumentando, se determinó que se necesitaba más ayuda para desarrollar este producto. Herbert's, con la ayuda de Hoechst-Celanese, se puso en contacto con Bayer AG y BASF. Con la asistencia de fondos, pruebas y ayuda técnica, estas tres grandes empresas químicas desempeñaron un papel decisivo en el desarrollo de lo que hoy se conoce como METAGLAS. Sus razones para ayudar en el desarrollo eran puramente personales: querían mirillas seguras en sus instalaciones, donde no hubiera riesgo de lesiones o fallas. A medida que METAGLAS se hizo cada vez más popular, se decidió que se necesitaba una norma DIN para el proceso de fabricación; Bayer AG ayudó a redactar esta norma, ahora conocida como DIN7079.
Desde sus inicios, METAGLAS ha sido conocido como la mirilla más segura del mundo. Otras aprobaciones de METAGLAS incluyen Factory Mutual, ATEX, Cenelec EEx, CE, Alberta Boilers Safety Association, Ontario Boilers and Pressure Vessels Safety Division y Quebec Boiler and Pressure Vessel Act. METAGLAS se fabrica de acuerdo con TUV, ISO9001, directrices AD WO/TRD 100 (Reglas técnicas europeas para recipientes a presión) y ASME BPE-1997 (Equipos de bioprocesamiento).
Uso y cuidado de las mirillas estándar
(Tipos que no son METAGLAS)
Extractos importantes de las instrucciones de mantenimiento de Corning Glass Works, SG-Use & Care-86
advertencia
La instalación o el mantenimiento inadecuados pueden provocar la rotura del vidrio, lo que puede provocar lesiones corporales. Utilice gafas de seguridad cuando mire a través de una mirilla en equipos de proceso en funcionamiento.
Una vez que se ha retirado una mirilla de su montaje en un equipo de proceso o una caldera, independientemente del motivo de su extracción, deseche la mirilla y sustitúyala por una pieza nueva. Las mirillas usadas pueden contener daños ocultos y presentar riesgos de seguridad.
